D’abord, un peu de chronologie pas chronophage !
L’injection plastique : un concentré d’innovations
L’injection plastique est l’aboutissement de siècles d’évolution des matières et de leur utilisation. Cela a commencé avec la cellulose puis s’est poursuivi avec le polymère.
La 2e Guerre mondiale et l’industrialisation ont occasionné de grands développements avec des productions plus rapides à moindre coût par rapport à la métallurgie.
C’est dans les années 40 que la première presse à injecter voit le jour.
Dans les décennies suivantes, les innovations se sont enchaînées :
- augmentation des tonnages : les presses sont plus grosses pour de plus gros moules
- la presse hydraulique fait son apparition
L’arrivée de la presse électrique est une étape cruciale dans la plasturgie puisqu’avec elle, la fermeture du moule se fait électriquement ! Et les évolutions se poursuivent :
- bi-injection
- injection séquentielle
- injection gaz…
En revanche, contrairement au métal, l’injection plastique connaît une limite : la température. Toutefois, les plastiques sont de plus en plus résistants. C’est la matière première à son tour qui connaît des innovations telles que les matières autolubrifiantes (engrenages en plastique par exemple.)
Les procédés en injection plastique
La technique comprend deux très grandes familles : l’injection et l’extrusion.
A côté de cela il y a des cousinades dont les procédés sont très différents : soufflage, gonflage, rotomoulage…
Les 5 étapes du cycle d’injection plastique
Si cela peut paraître simple de fabriquer une pièce, c’est loin d’être le cas !
1. Introduction des granulés plastiques
Les granulés de matières plastiques partent d’un bac de matières. Ils sont d’abord étuvés (préchauffage pour retirer l’humidité et réduire les problèmes) puis ils sont aspirés pour arriver dans la presse.
2. Chauffage/malaxage
Ça chauffe ! Chaque matière a ses seuils de chauffe fournis par les fabricants dans des spécifications. Il s’agit d’une chauffe graduelle au fur et à mesure que le plastique avance dans la vis sans fin. Dans la rotation de la vis, la matière est cisaillée. Puis la vis recule pour offrir le dosage de la bonne quantité de matière dans le moule. Lors du retrait de la vis, les frottements provoquent l’échauffement nécessaire à la fonte de la matière. Tous ces paramètres sont calibrés directement sur la machine par un technicien. On peut avoir une centaine de paramètres machines à régler pour une pièce/moule.
3. Injection de la matière
On définit une pression, un temps et une vitesse d’injection de la matière dans le moule. La matière va se répandre dans l’empreinte. Trop vite, la matière peut brûler. Trop lent, le moule ne sera pas complet. Trop de pression, le moule peut s’ouvrir. Lors des essais, tous ces paramètres sont évalués pour chaque moule et chaque injection. Une fois le bon réglage trouvé, il est enregistré. Cependant, il y a toujours une part de tâtonnements en fonction de la température ambiante par exemple… Si on change de machine ou de marque, il faut refaire tous les tests et réglages.
Aussi, il doit y avoir une réflexion en amont pour identifier le bon moule et la bonne presse pour avoir le bon comportement.
4. Maintien dans le moule (patience !)
La matière est donc maintenue, poussée après le remplissage pour bien aligner les molécules dans le moule. On ne s’en rend pas compte mais il s’opère beaucoup de choses à ce moment-là. La matière est dans le moule, on maintient la pression pour conserver les contraintes et la stabiliser dedans. Une pièce plastique maintenue une demi-heure dans un moule n’aura pas les mêmes spécificités qu’une restée moins ou plus longtemps. Les matières ont tendance à se relâcher. Le fait de les maintenir réduit les variations lors du retrait.
5. Refroidissement & éjection
Le refroidissement se fait avec l’eau. On régule progressivement le moule à une certaine température. Celle-ci varie en fonction de la matière et le temps dépend de la taille de la pièce et de la chaleur emmagasinée. Il faut être rapide mais pas trop pour ne pas brûler ni la pièce, ni la machine ! Là encore, cela se calibre lors des tests.
Quant à l’éjection, c’est plus simple. Il y a un point d’entrée et un point de sortie. Donc on sort jusqu’à ce que la pièce tombe. Avec un robot, l’éjection est plus complexe puisqu’il vient chercher la pièce. En fonction des dimensions de cette dernière, elle ne doit pas tomber au risque de s’abîmer.
Quid du coût ?
Le délai entre le moment où on ferme le moule et où il s’ouvre pour éjecter la pièce s’appelle un cycle.
Dans le cycle, le coût de fabrication dépend du coût de la matière et du temps global du cycle. Selon sa durée, on évalue le coût. Plus c’est long, plus c’est cher.
Toutefois, l’injection plastique a permis la production en série de certaines pièces et de réduire les coûts de fabrication initialement plus élevés avec des matières plus coûteuses.
Comment ça se passe chez BG Plastic ?
L’entreprise dispose de 19 presses à injecter. Et chaque presse peut réaliser au moins 150 cycles/heure.
Il existe beaucoup de produits plastiques différents qu’on ne peut pas forcément remplacer. S’il n’y a pas de plastique, il n’y a pas de pièces. Or, certaines sont vitales dans l’industrie automobile ou en informatique par exemple.
Et bien qu’on ne puisse pas complètement éliminer la production d’objets en plastique, on peut travailler sur la matière première et son recyclage afin d’en réduire l’impact environnemental.


![[Fiche Qualité] 6.1 Les défauts courants en injection](https://www.bgplastic.com/wp-content/uploads/2019/11/pieces-plastiques-400x250.jpg)
![[Fiche Presse & Périphérique] 5.1 Principe de l’injection plastique](https://www.bgplastic.com/wp-content/uploads/2023/03/presse-400x250.png)
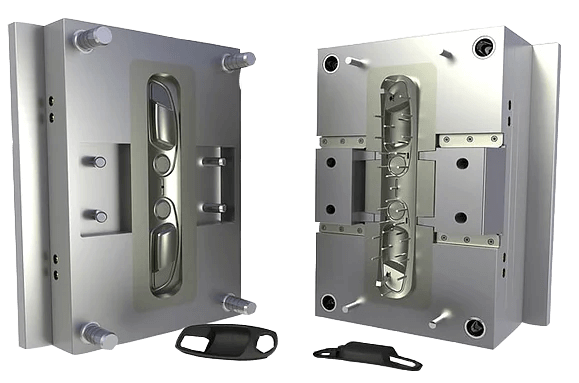
![[Fiche Moule] 4.1 Le moule : Principe, éléments et lexique](https://www.bgplastic.com/wp-content/uploads/2019/08/02-Moule-injection-plastique-400x250.png)